Clear anodizing in the solutions of sulphuric acid (Type II, Class 1, MIL-A-8625, ISO 7599),sometimes referred to as silver or natural anodizing, is used to produce a nearly colourless anodic coating on the metal surface of an article.
Coatings with the thickness of 8–25µm ensure a perfect durable protection against corrosion and good electrical insulation properties. After anodizing the coatings are treated by exposure of pores to hydrothermal sealing, unless the drawings or the order specify otherwise. Please instruct clearly not to apply the hydrothermal sealingwhere the anodic coating is meant to enhance paint adhesion, if the article is subject to dyeing.
Thin (3–5µm) films are formed for a short-term protection against mechanical damage during transportation.
Decorative anodizing is used to improve the aesthetic appearance of an article (thickness of the coating is 5–20µm), for instance, advertising elements, exterior aluminium panels, other visible surfaces or their segments. The desired texture of the surface is obtained by chemical etching of the surface or its mechanical treatment (polishing, roughening, sandblasting).
Maximum measurements of the aluminium articles we accept for anodizing: 1900x900x300mm.
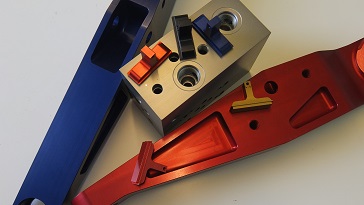
Coloured anodic oxidation coatings are produced by immersion of an aluminium article into the bath of organic and inorganic pigments. The colorants are adsorbed into the pore structure which is later exposed to hydrothermal sealing.
Maximum measurements of the aluminium articles we accept for anodizing and colouring by adsorption in black organic pigments : 1900x900x300mm.
Maximum measurements of the aluminium articles for anodizing and colouring by adsorption in blue, red, green, and yellow organic pigments : 650x600x200mm.
The technological process of hard anodizing (Type III) allows covering of surfaces of the articles from aluminium and its alloys with durable electrical insulating coatings of high wear and corrosion resistance, the thickness of which is 12–150µm. Unless the thickness of the coating is specified in the drawings or the order, the thickness of the coating will be of 50µm. The thickness may not vary by more than ± 20% (ISO 10074:2010, Mil-A-8625F).
Hard anodizing is suitable for alloys of Series 1xxx, 5xxx, 6xxx and 7xxx. This type of anodizing should not be used on alloys with copper (Cu) content in excess of 5.0% or silicon (Si) content in excess of 8.0%.
Class 1.When the drawings or the order specify coating of Class 1, the anodic coating is not dyed with organic dyes or treated with pigment. Depending on the composition of the alloy and thickness of the coating the colour of the article may vary from light grey to black.
Class 2. When the drawings or the order specify coating of Class 2, the anodic coating is dyed with applicable dye-stuffs or pigments of the colour specified in the order or technical documents of the article.
We work with aluminium alloys of Series AW 7xxx.
The main difference between regular and hard anodizing is the thickness of coating and its mechanical resistance, therefore hard anodizing is used on articles produced for technical and engineering purposes in order to :
- Enhance wear resistance
- Improve electrical insulating properties
- Enhance thermal insulation
- Ensure maximum corrosion resistance
- Restore the dimensions of mechanically damaged articles.
Maximum measurements of the articles we accept for hard anodizing : 1900x900x300mm